



GE’s Vision for the Industrial Internet
In a recent article we discussed General Electric's (GE's) goals for its “industrial Internet,” complete with tens of thousands sensors designed to collect every bit of data produced on a single factory floor, and, perhaps one day, even in customers' homes.
 But what wasn't discussed was GE's strategy for integrating these vast data sets and making them useful for machine operators and plant managers alike. To this end, GE recently announced the launch of its latest plank of the Proficy software platform, Proficy Vision. This solution has been designed as big data management tool with a manufacturing slant. To find out more about GE's roadmap for the industrial Internet and how Proficy Vision fits into this plan, we spoke with Don Busiek, general manager for manufacturing software at GE.
But what wasn't discussed was GE's strategy for integrating these vast data sets and making them useful for machine operators and plant managers alike. To this end, GE recently announced the launch of its latest plank of the Proficy software platform, Proficy Vision. This solution has been designed as big data management tool with a manufacturing slant. To find out more about GE's roadmap for the industrial Internet and how Proficy Vision fits into this plan, we spoke with Don Busiek, general manager for manufacturing software at GE.
According to Busiek, Proficy Vision is the result of a decades-long problem in the manufacturing industry, where machines and software cannot share necessary information among themselves. Busiek says that GE's goal in developing this platform was to allow the different types of software chose by executives and engineers to communicate effectively.
When faced with competition from big players like IBM, Oracle and SAP, what sets GE apart is that, unlike other companies, manufacturing is and always has been GE's focus. The resulting expectation is that its software will reflect that, providing manufacturing professionals with a tool that was designed with them and their machines in mind.
“Every plant runs on different technologies than the next plant, and within that plant there are silos of different software that one engineer put in place that another one doesn't like, or was tailored one way for a particular line but another way for another line. And that means that you have a ton of stuff that doesn't talk together.”
The result is that much of these necessary machine data and performance indicators are recorded manually in Excel spreadsheets instead of a central interface, which automatically aggregates data across all machines within a plant or series of related plants.
GE has worked to address this issue in two ways: the first is to take what Busiek calls “an agnostic approach,” and the second is placing a heavy emphasis on the end user – the operator.
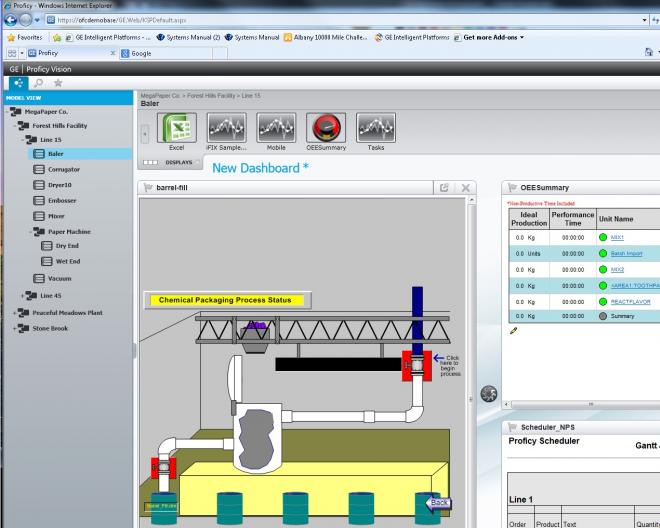
“If you're the plant manager and you've got a hybrid, siloed bunch of systems, you don't care if something is IBM, GE or Rockwell – you just want one view to understand the performance of your plant. Taking an agnostic approach means that we allow you to run whatever software you want within our dashboard (Proficy Vision) to allow you to mash up that data to run your key performance indicators in one spot.”
“The premise,” Busiek explains, “is that you log in once and you never have to log out again, because you have all the data you need, whether that's your ERP data, your GE data, etc., in one spot.”
The second facet of GE's approach – user experience – was decided upon when the company realized that the software being used by line operators and quality engineers was not being created with the user in mind. Instead of a tool made for a workers who've got grease under their fingernails and vice grips in their back pocket, the products' designs looked like they were made for accountants and HR representatives.
The hope is that by having the necessary data readily available through an intuitive interface, operators will no longer choose to record key performance data on scrap paper.
Next -- Blending Big Data and Manufacturing >
Blending Big Data and Manufacturing
But while important, operators were not the sole focus. Busiek describes GE's approach with this software as “role-based,” meaning that user profiles range from the operator all the way up to the executive, customizing interfaces and tailoring the types of data displayed depending on the user-group.
 On the higher end of the corporate scale, Busiek explains that “an executive wants more key performance indicators (KPIs) to tell them how a plant is running. They might want to drill down into the details, but they're really looking more for the higher-level view to understand if they'll be able to meet their sales demand next month.”
On the higher end of the corporate scale, Busiek explains that “an executive wants more key performance indicators (KPIs) to tell them how a plant is running. They might want to drill down into the details, but they're really looking more for the higher-level view to understand if they'll be able to meet their sales demand next month.”
“The operator is the polar opposite. They want to know 'where is the set of instructions that I need, because this machine just fired off an alert and I need to understand what's going on.' So rather than forcing that operator to walk to the telephone book-sized instruction manual, they can pull up the instructions electronically with that alert through Proficy Vision.”
In terms of technical requirements, Busiek says that the software was designed with commodity stacks in mind, to create a product that is flexible enough for virtual machines (VMs), and will allow for either a localized install with centralized data or a model where you install once and multiple plants can access Proficy through through a wide area network (WAN).
However, Busiek does foresee high performance clusters becoming an option for industries such as food and beverage, or automotive, as have already embraced automation and have established markets.
Going forward, the company has already stated that it expects its sensors to gather performance data on its products and components once they have left the factory floor and are within consumer homes. That, combined with customer feedback will open the flood gates for more and more unstructured data.
To help users make use of this complex data, Busiek has stated that customers will have the freedom to render open source products if that suits their needs. However, he notes that it was not used in Proficy Vision's code itself.
Putting aside the attention GE has given to its interfaces and user requirements, what is perhaps most important about Proficy Vision isn't any one feature, but its origins. The fact is their software was build around the needs of manufacturing – a point Busiek outlined in detail.






